Patterned Solar Glass Production / 2.0 mm Gap & Yield Analysis
1 Introduction & Background
End of 2011 the worldwide market for PV modules was about 59 GWp installed, whereas the new installed capacity in 2011 was about 19 GWp.
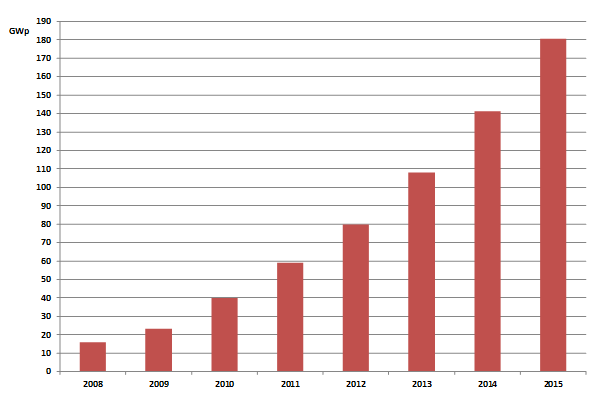
Graphic 1: Global PV market until 2015
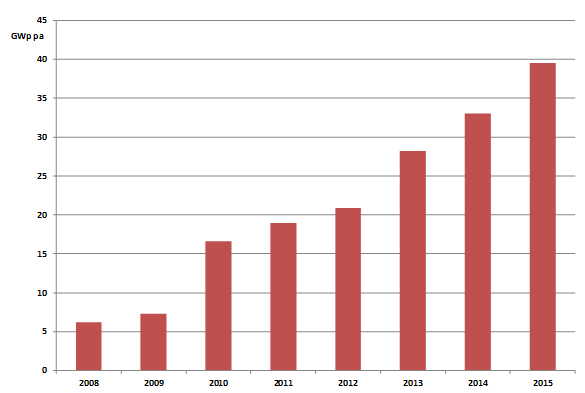
Graphic 2: Global PV market growth until 2015
Despite the current and ongoing consolidation of the PV industry in Europe (with bad news and for Germany in particular), the PV industry is still growing with 20-35% p.a. until 2020 whereas China is meanwhile accounting for more than 50%.
End of 2011 c-Si based PV modules are accounting for more than 80% of the total installed PV capacity whereas the share of c-Si based PV modules will most probably change to not less than 75% until 2015.
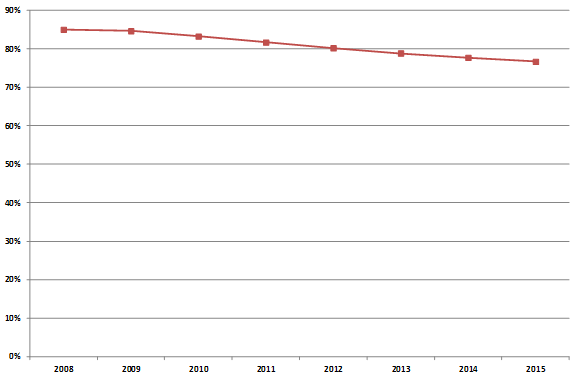
Graphic 3: Global c-Si market share until 2015
c-Si based PV modules today are made almost exclusively using 3.2 mm low-iron patterned glass plus various types of backsheets such as EPA or PVB. Excluding China there are 38 lines worldwide capable producing patterned glass for solar applications. More than 50% of all the patterned glass for solar applications is produced in China.
The market demand in 2011 for solar patterned glass was about 105 Mio. m² whereas the production capacity was/is at least 30% higher resulting in strong competition, consolidation - and in China as well - and lower prices finally. Prices for 3.2 mm low-iron patterned glass have meanwhile reached 5.0 to 5.5 €/m² DDP in Europe and approx. 4.0 to 4.3 €/m² in China respectively.
The design of c-Si based PV modules will, due to the following reasons, change in the upcoming 3-5 years very rapidly towards glass / glass using 2.0 mm low-iron solar glass:
- Wider range of applications such as residential in-roof installations or BIPV
- Longer lifetime
- Lower degradation
- Esthetical aspects with higher acceptance
- Lower costs per m² (long term)
The demand for 2.0 mm solar glass in the next 3-5 years is about 210-300 (2 x 105-150) Mio. m² p.a.
Patterned glass vs. Float Glass
2.0 mm patterned solar glass will, due to the following reasons, account for approx. 75% of the global demand in 2020:
- Max. 1.7% higher transmission (without AR coating) due to
- The more dedicated glass chemistry
- The different glass melting and forming process (in comparison with Float Glass)
- Structuring capabilities (prismatic and/or matt)
- Logistical advantages using smaller production units (in comparison with Float Glass) resulting in lower costs per m²
- Wider range of applications due to Optical & Appearance advantages
Today there are just a few production lines worldwide capable to melt and form 2.0 mm patterned solar glass efficiently. Today there is only one producer capable to process and sell 2.0 mm patterned solar glass economically (at one location) with the required glass qualities e.g. strength, dimensions and tolerances.
The higher the transmission of the glass, the higher is the energy output of a PV module and therefore Structuring & AR Coating need to be combined. AR Coating today, Sputtering, Etching and all type of TEOS applications, are too expensive and/or not reliable long-term.
1.1 Opportunity
Those patterned glass producers who are as quick as possible modifying their existing 3.2 mm patterned glass lines towards 2.0 mm with the according toughening equipment and can offer "cheap" and reliable AR coated glass will definitely have a competitive advantage described as the following:
- Higher transmission resulting in higher prices per m²
- Higher demand than availability resulting in higher prices per m²
- Hugh growth and expansion opportunities
2 Project Description & Deliverables
The project is divided into the following phases:
- Analytical Approach Phase #1 - Production Chain Audit Phase #2 - Productivity Increase (Costs, Quality & Yield) Phase #3 - 2.0 mm Gap Analysis (complete Production Chain)
- Execution Approach (not part of this offer) The execution of any option evaluated in Phase #2 or #3 can be offered after these phases have been completed.
2.1 Production Chain Audit (Phase #1)
The basis for all further improvements and modifications is the knowledge of the current production chain from Batch Handling to Packaging:
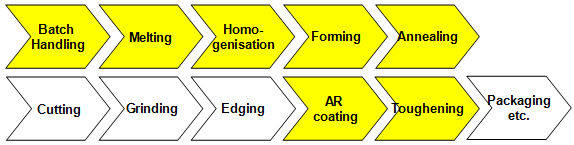
Graphic 4: Production chain for patterned solar glass
The yellow marked production steps are key to save costs, enhance glass quality and/or increase yield and will be observed by priority. For every single step in the production chain the following questions occur:
- What type of machinery is installed and/or available?
- What are the machinery specifications?
- What is the level of automatisation?
- What materials (such as raw materials or fuels) are used or can be used?
- What are the specifications of these materials?
- What type of products are produced or can be produced?
- What are the specifications of these products?
- What are the associated masses, volumes, consumptions, temperatures, pressures, losses etc.?
- What is the history of all the data?
- What have been done in the past?
The following questions are the most important ones to be answered to further optimise the production and define what is necessary to efficiently and economically produce 2.0 mm low-iron patterned solar glass:
- What type of raw materials are being used with what analysis, grain size and specific costs?
- How high is the cullet ratio? Where do the cullets come from?
- What type of cullet return is installed?
- Is the batch handling equipment designed for "low-iron"?
- What is the furnace type? Regenerative, Recuperative or OxyFuel?
- Is the furnace designed for "low-iron"?
- What is the primary type of fuel (natural gas, heavy oil etc.)?
- Does the furnace have electrically Boosting installed?
- Is there any Bubbling equipment installed?
- Does the furnace have a throat or waist?
- What is the specific energy consumption of the furnace?
- What is the specific melting rate?
- What is the flue gas temperature and where this temperature is measured?
- How high is the oxygen content in the flue gas?
- Does the furnace have a furnace camera?
- How high is the glass temperature after the throat or waist?
- How and where temperatures are measured in the working end and feeder?
- How temperature homogenity is controlled in the working end and feeder?
- How many control zones are in the feeder?
- What best temperature distribution has been achieved so far?
- How does the spout lip look like?
- How the rollers are being cooled?
- What are the rollers tolerances?
- When and how often rollers are being changed?
- How the annealing curve is controlled?
- What is the transportation system in the annealing lehr?
- Is there any AR coating installed? What type of AR coating is installed?
- Where in the production chain the AR coating equipment is installed?
- Is there any Toughening equipment installed?
- What thicknesses have been achieved so far?
- What glass specifications can be measured onsite with what type of equipment (RFA etc.)?
- What is the glass analysis and how is the statistically variation of the components?
- Is there any online thickness measurement device installed?
- What type of QS / MES is in place?
- What type of glass defects occur (qualitatively and quantitatively)?
- What is the best yield achieved so far and under what conditions?
- Can the downstream equipment (annealing, cutting, grinding, edging, packaging etc.) handle extra capacity?
All the questions can be answered analysing various type of documents such as:
- Drawings
- Descriptions
- Analysis
- Protocols
- Reports
- Etc.
2.1.1 Documents Collection
For each step glass global consulting ("GGC") will deliver a detailed questionnaire. Every questionnaire needs to be filled-in and the according documents needs to be delivered.
2.1.2 On-Site Check
After the documents collection is completed it is absolutely necessary to visit your production plant to inspect all the machinery and talk to the superiors and process responsibles. GGC will generate inspection and interview reports. The On-site inspection needs 2 GGC engineers. The time required for the inspection is 5 working days. A report containing all mentioned documents will complete Phase #1.
2.2 Productivity Increase - Costs, Quality & Yield Report (Phase #2)
GGC will examine and analyse all documents and will describe all possible options to
- Reduce costs (for fuel and raw materials in particular)
- Enhance glass quality
- Increase production yield
For each option GGC will deliver
- A detailed description of each optimisation option
- The associated costs and resources
- The timeline of each option
2.3 2.0 mm Gap Analysis - complete Production Chain Report (Phase #3)
GGC will examine and analyse all documents and will describe all necessary steps to efficiently and economically produce 2.0 mm low-iron patterned glass. For each step GGC will deliver - A detailed description of each step - The associated costs and resources - The timeline of each step
3 Delivery
All the documents supplied to GGC will be translated to English.
3.1 Phase #1
All questionnaires will be delivered 7 days after placing the order. The on-site inspection can be executed 14 days after data collection is completed. A final Phase #1 report will be submitted 14 days after the on-site inspection was completed.
3.2 Phase #2
The Phase #2 report will be submitted 14 days after the Phase #1 report.
3.3 Phase #3
The Phase #3 report will be submitted 14 days after the Phase #2 report. At the end of Phase #3 2 GGC engineers will meet you for the 2nd time to present and explain the results in detail.
4 Project Value
As for every project it is important to know the potential value of the options discovered. The monthly sellable production for a furnace output of 250 t/d is strongly depending on the thickness and yield as demonstrated as following:

